针对啤酒厂50kg/h的二氧化碳回收装置,我公司提供了成熟的解决方案并有成熟的应用案例。这类二氧化碳回收设备的核心价值在于将发酵产生的CO₂回收提纯,重新用于灌装、碳化等环节,从而降低采购成本,并保证生产用气的稳定供应。
| 项目 | 典型参数 | 说明与注意事项 |
| 回收能力 | 50 kg/h | 指每小时可处理的CO₂气体量。据估算,这大约能匹配年产量在4万至20万百升(hL)的啤酒厂需求。 |
| 产出纯度 | ≥ 99.99% | 提纯后的液态CO₂可达到食品级标准(如ISBT、可口可乐标准),能安全用于啤酒碳化。 |
| 占地面积 | 约 10-20 ㎡ | 设备通常设计紧凑。例如有产品尺寸为10m(长)×9m(宽)×6.5m(高),也有非常紧凑的一体化设备占地仅约1m×1m。 |
| 电耗指标 | 约 280 kWh/吨 CO₂ | 生产每吨液态CO₂的耗电量。此数据可作为估算运行成本的参考。 |
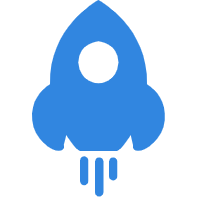
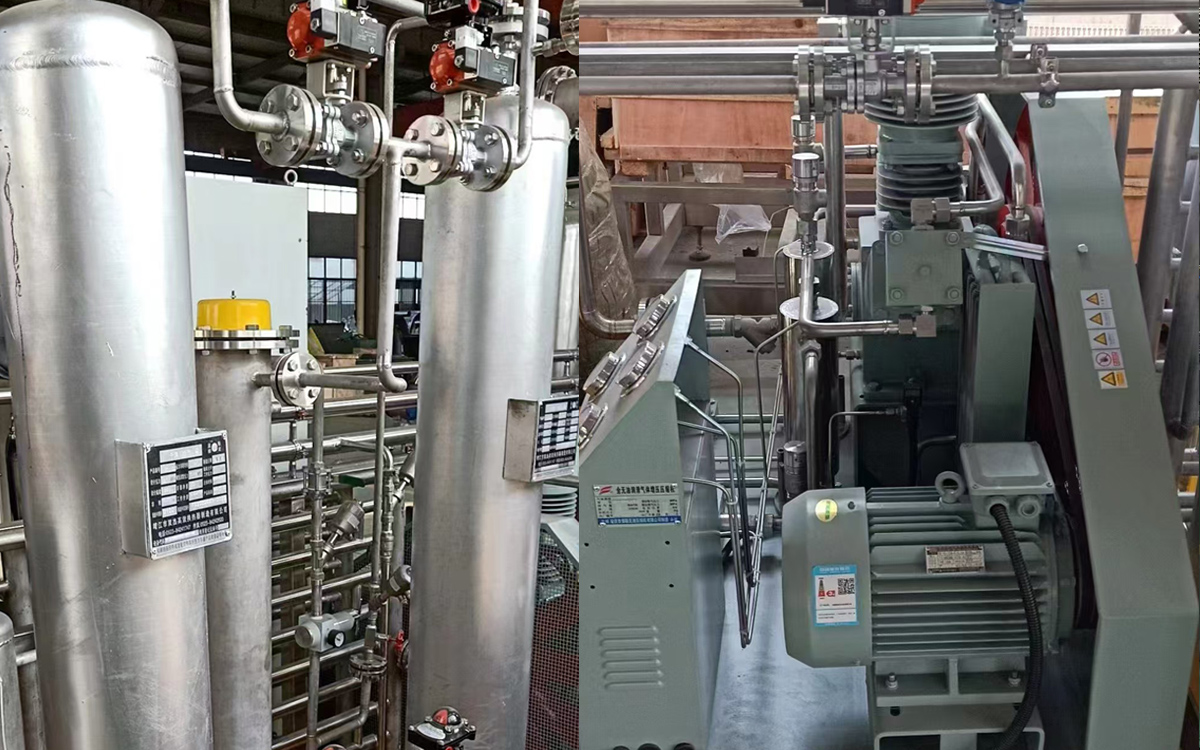
| 主要配置 | 洗涤塔、压缩机、吸附干燥器、制冷机组、储罐 | 核心流程为:净化 -> 压缩 -> 干燥 -> 液化 -> 储存。全自动PLC控制已是主流配置 |